
快速通道
扫描二维码访问微信公众平台

工件坐标系在三坐标自动检测中的应用
2014-05-12 09:57:07 来源:西安爱德华测量设备股份有限公司 点击:
三坐标测量机在对工件进行检测时有两种工作模式,一种是手动模式,另一种是自动模式(或者程序模式)。用手动模式对工件进行检测,人为的加进了测量误差,而使测量结果偏离理论值。手动模式测量的缺点可归纳为...
三坐标测量机在对工件进行检测时有两种工作模式,一种是手动模式,另一种是自动模式(或者程序模式)。用手动模式对工件进行检测,人为的加进了测量误差,而使测量结果偏离理论值。手动模式测量的缺点可归纳为以下两点:
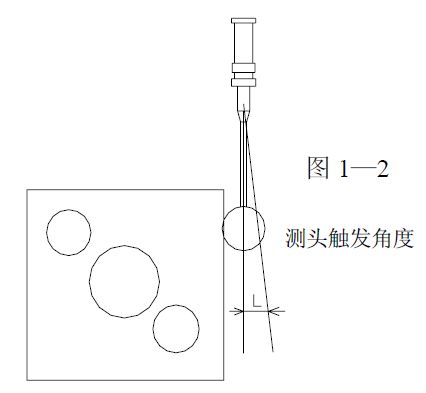
(1)测头补偿带来的误差,测量软件在进行数据处理时收到的是红宝石球心的坐标值,而实际测量中接触工件的是红宝石球的表面,球心到球表面这段距离就要靠测量机的补偿来实现,爱德华三坐标测量机的补偿是沿法矢方向来进行的,手动测量时很难做到每个测量点都沿法矢方向去触测。这样就使得触测方向和法矢方向不重合,两者产生一余弦关系,如图(1-1)。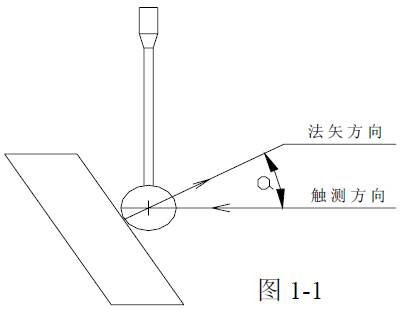 (2)测头触发延时造成的误差,爱德华三坐标测量机在进行测量时,是用测针的宝石球接触被测工件的测量部位,此时测头(接触传感器)发出触测信号,该信号进入计数系统后,将此刻的光栅计数器锁存并送往计算机,由于手握操纵盒时的惯性作用,宝石球在接触被测工件后测头还要继续向前移动一小段距离L,这样计算机采集到的坐标值就偏离了实际值,如图(1—2)。
(2)测头触发延时造成的误差,爱德华三坐标测量机在进行测量时,是用测针的宝石球接触被测工件的测量部位,此时测头(接触传感器)发出触测信号,该信号进入计数系统后,将此刻的光栅计数器锁存并送往计算机,由于手握操纵盒时的惯性作用,宝石球在接触被测工件后测头还要继续向前移动一小段距离L,这样计算机采集到的坐标值就偏离了实际值,如图(1—2)。
 为了消除手动模式下给测量结果带来的偏差,在爱德华三坐标检测的过程中尽可能的采用自动模式,在自动模式下,测头可根据零件的实际情况按照计算机的指令沿法矢方向去触测被测点,要采用自动模式,首要的问题就是建立工件坐标系。
为了消除手动模式下给测量结果带来的偏差,在爱德华三坐标检测的过程中尽可能的采用自动模式,在自动模式下,测头可根据零件的实际情况按照计算机的指令沿法矢方向去触测被测点,要采用自动模式,首要的问题就是建立工件坐标系。
(1)测头补偿带来的误差,测量软件在进行数据处理时收到的是红宝石球心的坐标值,而实际测量中接触工件的是红宝石球的表面,球心到球表面这段距离就要靠测量机的补偿来实现,爱德华三坐标测量机的补偿是沿法矢方向来进行的,手动测量时很难做到每个测量点都沿法矢方向去触测。这样就使得触测方向和法矢方向不重合,两者产生一余弦关系,如图(1-1)。
上一篇:三坐标检定验收对环境的要求
下一篇:测量误差